
Cast film extrusion technology is on the rise, offering several major advantages, including elevated processing speeds and a large number of applications for a wide variety of market segments, including high-volume medicine, food and textiles packaging.
Producing a multilayer film gives additional flexibility in the design of the film and its product properties. For example, specific layers can be incorporated for improved barrier properties, among other things, or layers from recycled materials can be added.
The multilayer film can also be applied directly to textiles as an extrusion coating. Thus, in a 1-step process, a multilayer coating can be applied to functionalize textiles.
Multilayer films
Multilayer films are required when the final application of a plastic film demands a performance that cannot be achieved with a single-material film.
The combination of several polymer layers significantly increases shelf‐life by controlling the transmission rate of oxygen, carbon dioxide and moisture as well as the concentration of oxygen inside the package which is elementary to preserve the freshness of food over an extended period of time. To meet this requirement, a high oxygen barrier material like EVOH is combined with polyolefin materials in a multi-layered structure.
The combination of several layers of different materials improves the mechanical and physical properties of the film, such as puncture, tear and heat resistance.
The most commonly applied polymers in the flexible packaging industry are polyethylene (PE), polypropylene (PP), ethylene-vinyl alcohol (EVOH), polyamide (Nylon, PA), ionomers (EAA, EMAA), and ethylene vinyl acetate (EVA).
Side bar
EVOH stands for Ethylene-vinyl alcohol copolymer and is a flexible, crystal clear, glossy thermoplastic copolymer. This material has excellent flex-crack resistance, and exhibits a high resistance to hydrocarbons, oils and organic solvents. EVOH is known for having some of the best barrier resistance to gases such as oxygen, nitrogen, and carbon dioxide which makes it particularly suited for packaging food, drugs, cosmetics, and other perishable products. When compared to other common films, EVOH is considered to have superior barrier properties. However, when exposed to moisture, EVOH loses its good gas barrier properties. For this reason, EVOH is often used in a multilayer co-extruded film structure with materials such as HDPE, PP and PET, all of which have superior moisture barrier properties.
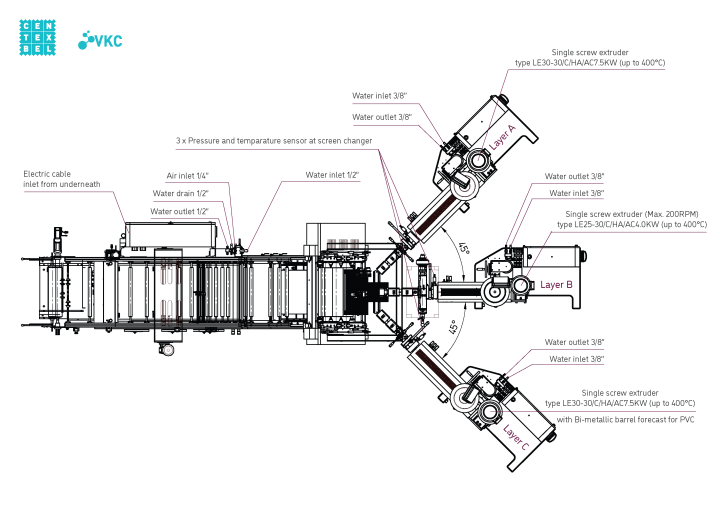
Composition of the Centexbel cast film extrusion line

The cast film extrusion line installed at Centexbel Kortrijk is custom-designed and comprises
- an extruder section
- a feedblock and die section
- a rolling stack section
- a winding and trimming section
- a processing control unit

lateral view
top view
Extruder section

The three extruders of the line are used to heat, melt and homogeneously mix the polymer pellets by conveying the material along a heated barrel with a rotating screw.
One extruder is equipped with a bi-metallic barrel to allow PVC processing.
2 x LE30-30 extruder - Layers A & C
Technical characteristics:
- Diameter: 30
- L/D 30
- 5 Temperature zone (4 barrel + 1 Die)
- Max. temp: 400°C
- 200 rpm – high torque extruders
- Max. throughput 20kg/h
- Manual screen changer with melt temperature and pressure sensor
- Height adjustable between 600 and 1100 mm
- 2 standard mixing screws, 1 PVC screw, 1 PET screw
1 x LE25-30 extruder - Layer B
Technical characteristics:
- Diameter: 25
- L/D 30
- 5 Temperature zone (4 barrel + 1 Die)
- Max. temp: 400°C
- 200 rpm – high torque extruders
- Max. throughput 15kg/h
- Manual screen changer with melt temperature and pressure sensor
- Height adjustable (between 600 – 1100 mm)
- 1 standard mixing screw and 1 EVOH screw
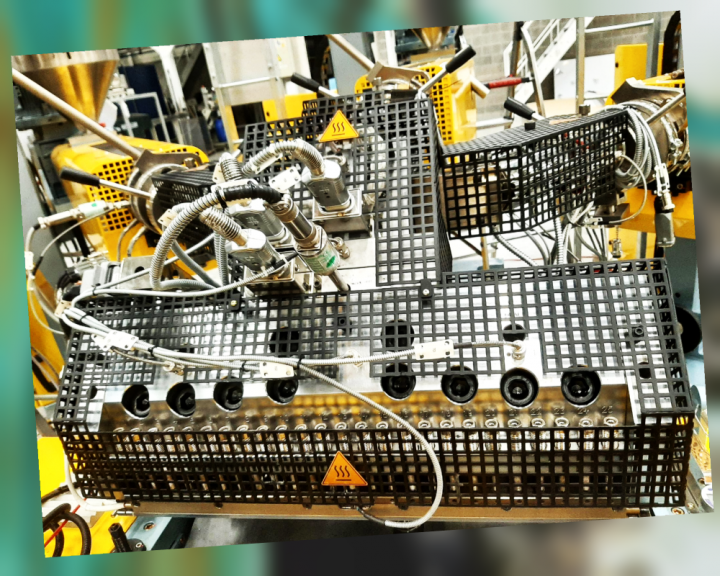
Feedblock and Die section
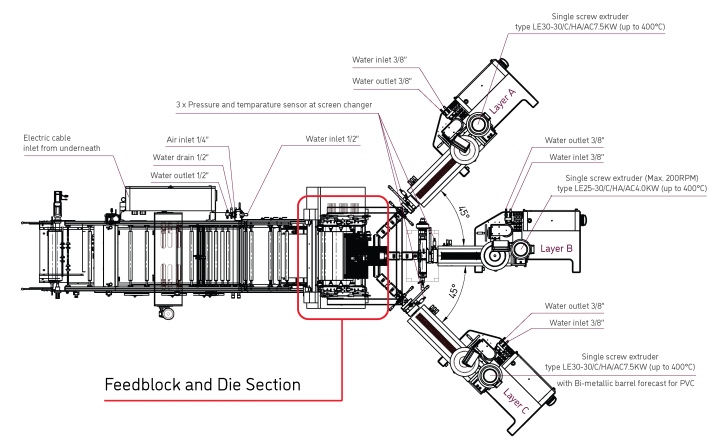
Feedblock
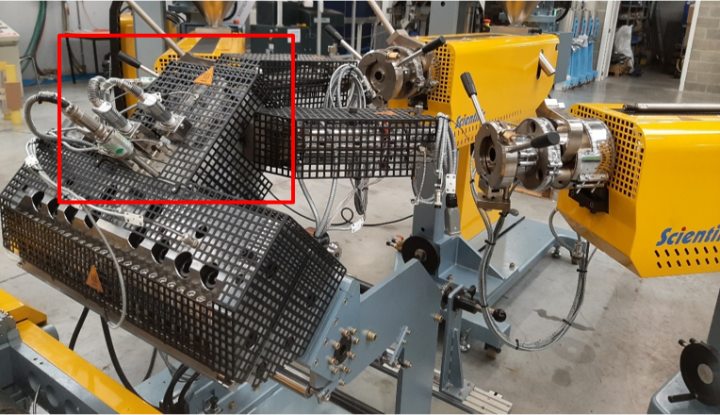
The feedblock shapes and combines the multiple polymer flows into a well-defined stack of polymers that will be fed to the flat die.
Technical characteristics:
- 3 polymer melt streams are guided to a single multilayered polymer flow
- A/B/C configuration
- 450°C
Flat die
The polymer melt is pushed through a flat die, which has been designed to impart the desired shape to the stream of melted plastic.
Technical characteristics:
- Flat coat hanger-type die
- Width die exit: 600mm (final width 450 – 500 mm)
- adjustable lips between 0,3 – 2mm
- minimal film thickness: 20-30 µm
- 450°C
- Design based on PET/EVOH/PET (40/20/40)
Rolling stack section
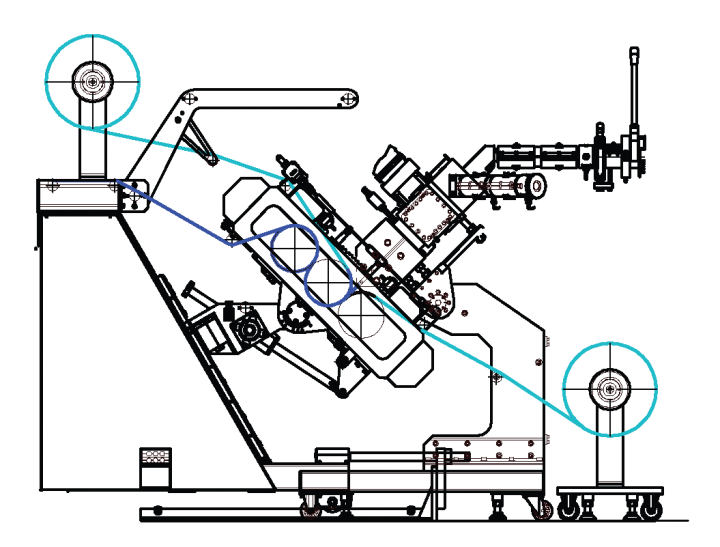
Technical characteristics:
- Width 600mm
- Diameter 175 mm
- Each roll is individually driven
- Each roll has a tempering unit up to 200°C
- 2 textile unwinding units
- Max. nip gap pressure of 27 kN and line pressure of 450 N/cm
Winding and trimming section

Technical characteristics:
- Rubber nip-rolls for speed control
- Rotary knife edge-trimmer with wind up cassettes
- Combined surface and center winding system
This line is part of the melt processing platform at Kortrijk. It is used for research purposes and is open to the industry for prototyping and testing.