
The Centexbel coating & finishing platform is composed of several semi-industrial and labscale surface modification, coating and lamination lines for prototyping purposes and to carry out experiments in the framework of collective and private research projects.
The scale of the different pilot lines is appropriate for the rapid production of prototypes and samples with a limited material use.
Because the platform is integrated in the entire centexbel organisation, all samples can subsequently be submitted to relevant testing and be discussed with our researchers and technological experts for further improvements and fine-tuning.
Centexbel invests in new energy-efficient machinery and equipment to be ahead of new evolutions in sustainable processing.
Textile coating
Coating is a technique by which a formulation paste is applied onto a substrate by means of a knife; it is used to functionalise textiles and to create sophisticated and innovative textiles. The formulation paste usually consists of a binder and functional additives.
- simple and widely used process
- introduction of barrier properties and/or novel functionalities to textiles
- evaluation of novel binder systems
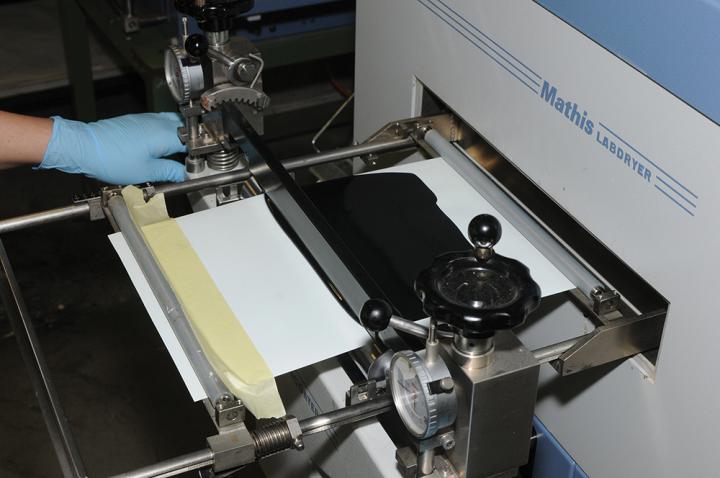
Mathis labdryer - coating
Coating application techniques
- knife over roll, knife in air, transfer coating
- thermal or IR drying, UV curing
- A4-size (Mathis labcoater): aqueous, solvent-based, 100% or high solid systems
- roll-to-roll system (0.5 m width, Matex): aqueous or 100% systems
Slot-Die Hotmelt Coating
Hotmelt coating is the application of a layer to a substrate by pre-melting the desired material and then allowing the material to cool, solidifying the layer.
Hotmelts are melted and applied onto textiles or other substrates. There are two types of hotmelt polymers - thermoplastic polymers and reactive polymers - requiring different curing methods: thermoplastic polymers are cured by cooling, whereas reactive polymers need a reaction with e.g. moisture in order to be cured.
- Thermoplastic polymers become liquid (=melt) in contact with heat (varying temperatures according to the chemical composition of the polymer) and become hard (=solid form) when cooled. This is a reversible process that can be repeated.
- Examples: PE (polyethylene) and PP (polypropylene), EVA (ethylene vinylacetate), TPU (thermoplastic polyurethane)…
- Reactive polymers cannot be melted again, once they have been cured, because the reaction with e.g. moisture results into a permanent solidification.
- Examples: moisture curing PU, moisture curing APAO (amorphous poly-alpha-olefines), UV-curing acrylates...
Applicatication technique for thermoplastic hotmelt polymers
Centexbel disposes of a "slot-die" hotmelt coater. The melted polymer is pushed through a slot and applied onto the substrate. The appliance with an operational width of 45 cm is appropriate for both coating and lamination trial runs.
Thermoplastic (biobased) hotmelts
- PO, PES, PA, EVA, PLA, PHBV, PHA are polymers types that can be melted again (reversible process) and recycled
Hotmelt coating application techniques
- roll-to-roll slot-die coater (width 0.5 m)
- a first screening of the hotmelt glue can be easily performed by using a glue gun
- Twin screw compounder to functionalise hotmelts: flame retardancy, antimicriobial properties, etc.
Advantages
- the system requires no water or solvents: less emission and no evaporation
- recycling: thermoplastic hotmelts can be melted and reused
- absence of residual baths reduces waste
- no need of additional drying oven (space and energy saving)
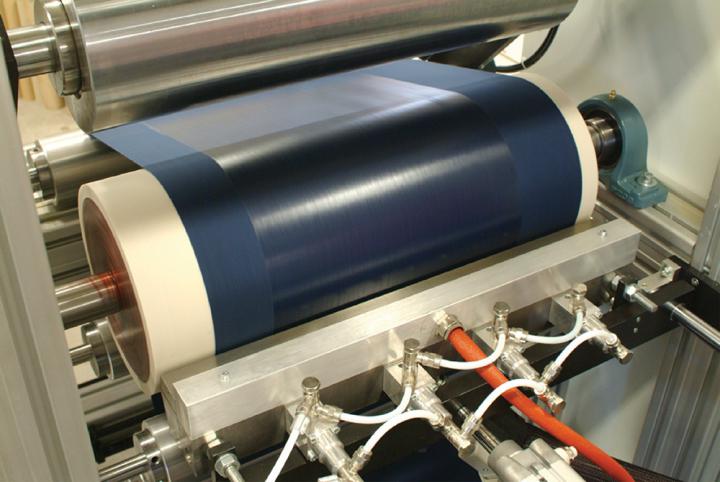
Hotmelt coating machine
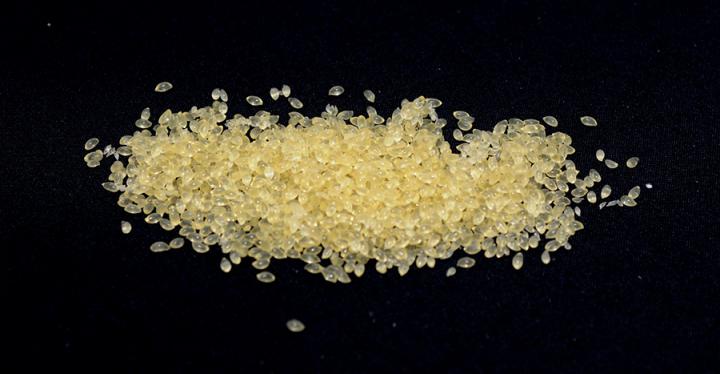
Hotmelt in the form of granules

Hotmelt in the form of a solid block
Extrusion Coating
Coating and laminating with extruded materials
To compensate for the limited viscosity (maximum 100 Pas) that can be processed with the hotmelt technique, and to include the processing of commonly applied materials in textiles, such as PP and PET, we have installed an extrusion-coating pilot line. This technique allows us to process materials with a viscosity of 400 Pas or MFI 25 at relatively high temperatures.
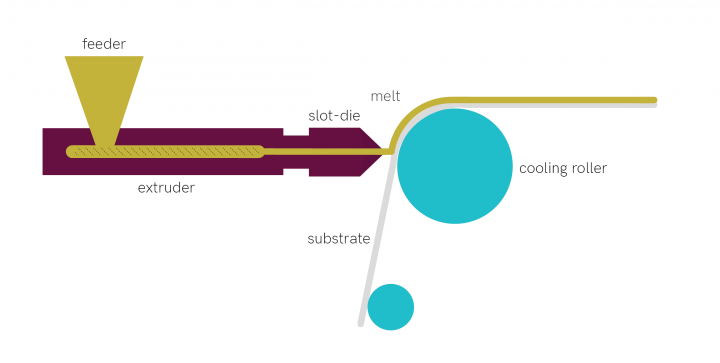
Horizontally lined extrusion-coater
The extrusion coating process starts at the planetary roller extruder (ENTEX) where the polymer pellets are melted and vented. This system allows an excellent blending, a homogeneous heating and low friction. A pump then guides the melt evenly to the slot-die where the coating is applied onto the substrate. It is also possible to laminate. In the event of highly viscous materials, we temporarily maintain the coating in a molten state to ensure a better penetration by using the infrared field between the slot-die and the lamination unit. Cooling rollers prevent the textiles from being damaged by the processing heat.
Processing conditions
Temperature range: from 70°C to 200°C (in 2020 to 300°C)
Viscosity range: to 400 Pas or MFI 25
Planetary roller extruder
- homogeneous heating
- excellent blending
- low shear stress
Coating width: 40 cm
Substrate width: to 50 cm
Coating thickness: between 50µm and 200µm
Possibility to laminate
Minimum amount of product: 15 kg
Co-extrusion
During the co-extrusion process two or more materials are extruded through a single die so that materials merge or weld together into a single structure before cooling.

The cast film or co-extrusion line of Centexbel-VKC (installed in Kortrijk) is suitable for freestanding film extrusion and lamination on various substrates.
- The line is equipped with three metering units connected to three single-screw extruders.
- These individual extruders can be connected to a single feed block.
- The unique combination of this feed block allows the polymer mass from the three extruders to be processed into one multilayer film.
- The extruded film can be processed as a single film or laminated onto a selected substrate.
- The laminated substrate or extruded film is then calendered with stainless steel cooling rollers and dried at ambient conditions before final winding.
- Upon request, the laminated substrate or film can be cut to a specific size.
Process parameters
- Substrate width: ≤ 500 mm
- Coating width: ≤ 500 mm
- Coating thickness: ≥ 100 µm (up to 10 µm)
- Temperature extruder and slot-die: ≤ 450 ºC
- Temperature stainless-steel rolls: ≤ 200 ºC
- Dosing units: up to 3 different polymers
- Melt viscosity: ≤ MFI 25
- Minimum polymer amount: 20 kg
- Minimum substrate size: 200 m
Textile lamination
A laminated textile is composed of two or more layers, at least one of which is a textile fabric, bonded closely together by means of an added adhesive, or by the adhesive properties of one or more of the component layers.
- easy and widespread process
- applicable to multiple types of substrates: textiles, films, membranes, foils…
Laminating process of two layers
Textile laminating application techniques
- focus on wet lamination
- production of A4-samples on Mathis labcoater
- roll-to-roll applications on Matex semi-industrial line (0.5 m)
Yarn coating
The Centexbel platform is equipped with different modules for yarn and multifilament coating that can be dynamically combined:
- yarn winder
- corona treatment unit
- UV curing
- IR oven
- conventional ovens
- dipping appliance
- dynamic nozzle systems
To obtain the optimal yarn coating, the Centexbel researchers have access to an extensive range of in-house test methods to determine the morphological, physical and chemical characteristics and parameters of yarns and coating formulations.
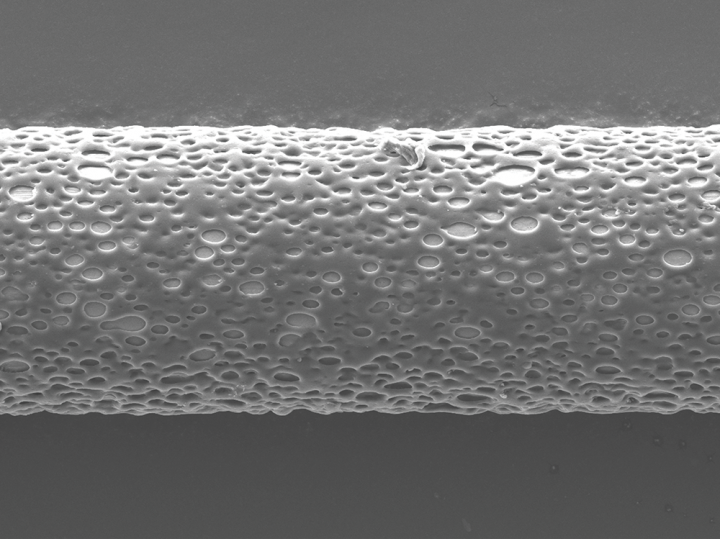
Energy storage wire
By coating a Cu wire with conductive layers, Centexbel was able to create an energy storing wire (serves as a battery), that can subsequently be knitted or woven to create energy storage textiles for applications in remote areas without access to a power grid.
Digital Printing

Digital printing technologies are using lesser quantities of ink compared to conventional methods. They are more environmentally friendly and versatile in changing design.
Centexbel invested in a valve-jet digital printer to be deployed in a broad range of developments, including digital printing, finishing, and dyeing.

The Chromojet is applied in our research projects on biodegradable packaging
One of the biggest hurdles in developing biodegradable packaging is the limited availability of biodegradable additives.
This is particularly problematic when non-biodegradable inks and dyes are applied on packaging films that are intended for biodegradation. The CurCol project develops novel biodegradable colorants based on "curcumin", a natural dye. Digital printing methods allow us to use energy-efficient printing methods.
Textile dyeing
A coloured textile is the result of a highly specific and accurate dyeing process. Textile dyeing consists of multiple - often energy and water consuming - steps. Due to the impact of certain dyes on the environment, textile dyeing requires a dedicated waste water management.

Infrared dyeing
Inhouse Dyeing processes
- laboratory infrared type dyeing machine with 16 dye pots to test several different formulations in one run
- reel type dyeing machine (for textiles of 3m x 0.3m)
- accredited in-house testing of colour fastness to rubbing, washing, UV, perspiration, etc.
Screen printing
Although screen printing is a commonly used technique to print decorative and functional patterns on textiles, Centexbel deploys the flatbed auto-magnetic screen printing technique to create smart textiles and other high-end products based on conductive inks or specialty formulations.

Screenprinting in action
Characteristics of the flatbed auto-magnetic screenprinter
- maximum dimensions: 50 cm x 80 cm
- creating decorative prints and conductive printed tracks for smart textiles
- direct/indirect printing
- ink development for the creation of conductive, functional textiles
- encapsulation and integration of prints on textiles
UV and UV-LED curing
UV curing is a rapid and eco-friendly curing process in which high intensity ultraviolet light is used to create a photochemical reaction that instantly cures inks, adhesives and coatings.
Applicability
- on both hard and flexible substrates
- appropriate technique in the preparation of prepregs and glass fibre reinforced polymers
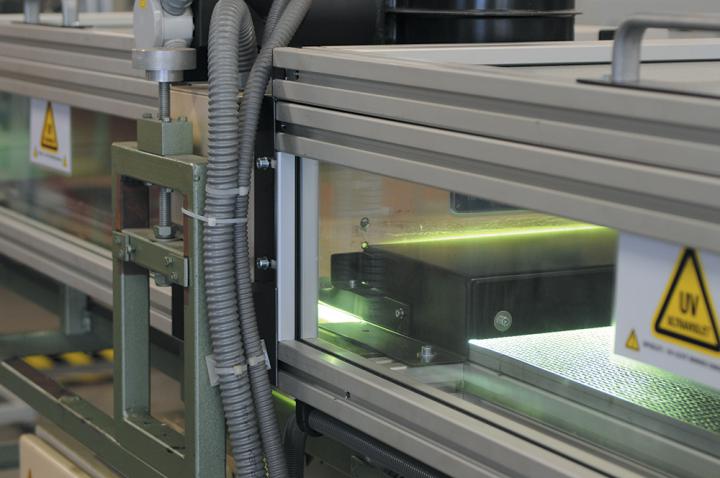
UV-curing installation
Advantages
- waterbased or completely solvent-free (100% systems) formulations
- eco-friendly technology to cure functional coatings & finishes on textiles: low VOC emission and less waste
- suitable for heat sensitive substrates
- fast, low energy consumption
- can be installed on existing coating lines
- small dimensions
UV-LED curing is a similar technology using monochromatic instead of broad spectrum UV-light to cure a coating layer.
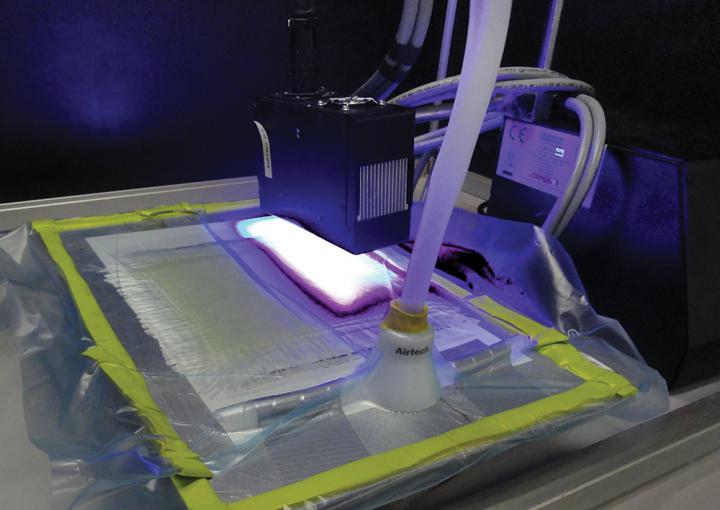
UV-LED curing installation
Additional advantages to conventional UV curing
- no preheating of lamp (easy on an off)
- no harmful UV-C and UV-B radiation
- mercury-free lamp
- no ozone generation
- no infrared radiation (important for highly heat-sensitive textiles)
Plasma treatment
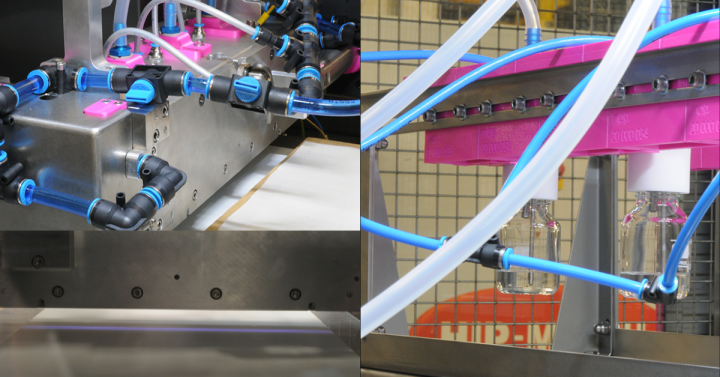
The platform is equipped with a PlasmaLine from Molecular Plasma Group which generates an atmospheric pressure plasma in 2 lines with a width of 30cm.
This device allows us to treat the surface of any material and to deposit coatings with thicknesses of a few 100nm for a wide range of chemicals/precursors. The machine is designed for inline use.
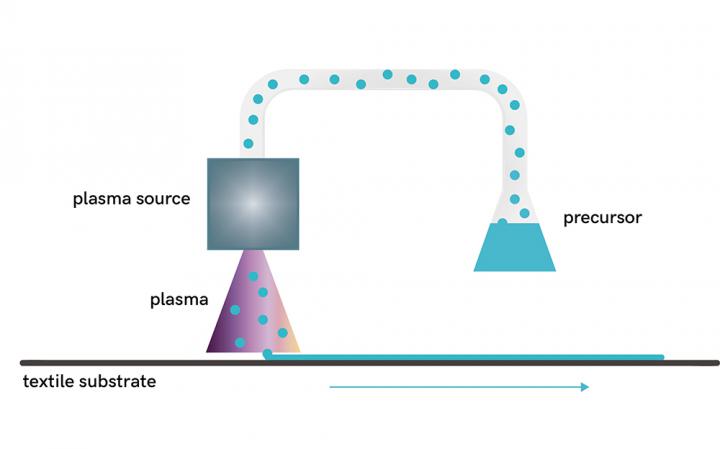
During a plasma treatment, a substrate is transported through a plasma zone, which is generated by means of a power source. This plasma zone consists of a gaseous mixture of energetic and active particles (electrons, ions, radicals, photons). Plasma treatment of a substrate can be performed as is (plasma activation) or by adding a precursor (plasma polymerization). The goal of the treatment is to change the surface chemistry of the substrate.
Advantages compared to traditional surface treatment techniques:
- It is a dry technique: no use of water
- Ecologically friendly: no use of solvents
- Modification of the surface chemistry without altering the bulk properties (tensile strength, tear resistance, flexibility, etc.)
Applications
- Changing the hydrophilicity/water-repellency of a surface
- Adhesion improvement
- Deposition of anti-microbial/ antibacterial/ antifouling coatings
- Increasing affinity to dyeing and printing
- Sterilization
- Influence the electrical conductivity
- Confer anti-crimp properties to wool
- Desize cotton