
The demand for composites for marine applications is steeply rising due to the growing markets for fish & seaweed farming, energy harvesting, boats, pontoons, anchoring and buoy elements. At this moment, only fossil-based composites are being applied. There is a growing concern about their long-term ecological impact, for litter and microplastics are detrimental to sea-life. Therefore, we urgently need to develop renewable materials to reduce the depletion of fossil-based materials, to limit the emission of greenhouse gases, and mitigate the ecotoxic impact of microplastics. At the same time, the bio-based composites must meet the highest technical performance standards and withstand long-term harsh sea conditions, including mechanical forces, aggressive environment, and intense UV light.
Bridging the gap between both requirements is a major challenge.
SeaBioComp was set up to deliver demonstrators of innovative bio-based thermoplastic composites. Their mechanical properties must be at least equivalent to the currently used fossil-based materials, with a tailored durability of 2 to >20 years, depending on their application, with a reduced CO2 emission (30%), and a lesser ecotoxic impact (by microplastics).
As the project focuses on thermoplastic composites, it is essential to demonstrate the recycling potential of recovered materials as well. The overall ecologic impact should be reduced by >50% compared to their fossil-based counterparts.
The goal is to convince the value chain that biobased composites offer a realistic alternative. The implementation of a bio-economy concept for marine applications can be activated and implemented by a multitude of SMEs. Governments can incorporate the proven benefits into legislation and public procurement.
Processing routes
Self-reinforced PLA composites via compression moulding
One route is the use of bio-based, self-reinforced thermoplastic polymer composites. Two different approaches are investigated in the project: via fabrics made from bicomponent monofilaments and via nonwovens made from bicomponent multifilaments.
The first step in the production of self-reinforced composites via fabrics is the production of bicomponent monofilaments on the FET extrusion line, using a high melting semi-crystalline PLA grade as core material and a low melting amorphous PLA grade as sheet material. This filament extrusion process was optimized by varying the process parameters, like water bath temperature, drawing ratio, oven temperature, circulation speed of the oven, and roll temperature. Optimizing the process for several PLA grade combinations resulted in a tensile strength of more than 30cN/tex and elongations of more than 30%.
These filaments were winded and than processed into lab-scale composite plates of 14cmx14cm by compression moulding.
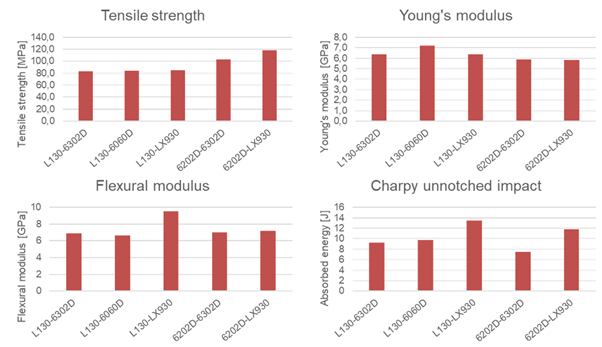
Figure 1: Mechanical properties of unidirectional self-reinforced PLA composites
For self-reinforced composites it is important to use a temperature that is higher than the melt temperature of the material that forms the matrix and lower than the melt temperature of the material that serves as the reinforcement. This way only the low melting PLA grade melts, forming the matrix, while the high melting PLA grade stays solid as the reinforcement. The consolidation temperature may not be too high to avoid that the reinforcement melts and loses it strength.
To make composites on larger scale, it is easier and faster to work with textile preforms than filament winding.

Figure 2: Woven textile preforms from bicomponent monofilaments
Unidirectional and bidirectional reinforced composite samples were produced with fabrics:
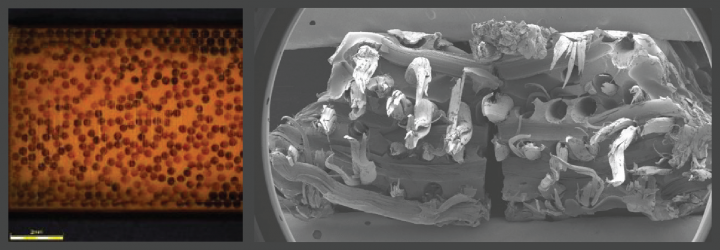
Figure 3: Self-reinforced PLA composites
Left: light microscope image of unidirectional composite
Right: SEM image of bidirectional reinforced composite

We also developed nonwovens with bicomponent PLA filaments, via spun laid as well as via melt blown processes. Unlike fabrics, the reinforcement direction in nonwovens, and in the final composites, is random. During the development of the nonwovens, several parameters have been investigated, for example the ratio of high and low melting PLA, the PLA grades, the bicomponent structure (core/sheath or islands-in-the-sea), and weight of the nonwoven.
Figure 4: Self-reinforced composite made by compression moulding using nonwoven PLA
Flax fibre reinforced PLA composites via compression moulding
Fibre reinforced composites are better known and play a larger role in the composite industry than self-reinforced composites. In addition to conventional glass and carbon fibres, natural fibres can be applied as reinforcement. Flax fibres can be used in several forms to reinforce composites, for example as a nonwoven, a fabric or even as short fibres. We selected a flax nonwoven to develop flax fibre reinforced PLA composites via compression moulding.
When using flax, or any natural fibre as reinforcement, it is important to pay attention to the processing temperature. The compression moulding requires a sufficiently high temperature, to guarantee that the polymer will melt and form the matrix. However, the temperature may not be too high, otherwise the natural fibres will degrade. Flax fibres start degrading at 190°C. Therefore, the first step was to optimize the compression moulding process to assure that the composites are fully impregnated, have no voids and contain no degraded fibres.
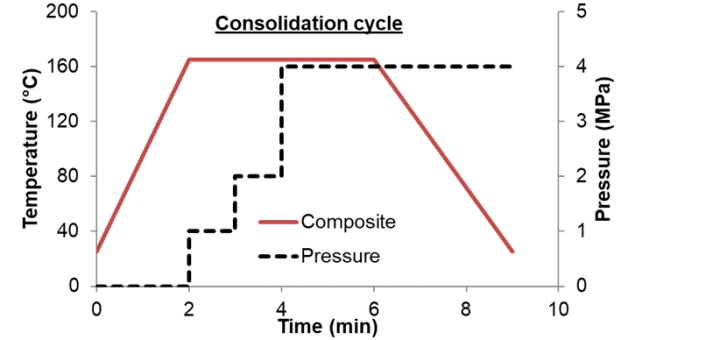
Figure 5: Compression moulding parameters

By combining flax nonwovens with PLA nonwovens - either pure PLA matrix or self-reinforced PLA - we succeeded in developing 100% biobased composites by means of compression moulding.
Figure 6: Flax fibre reinforced PLA composite via compression moulding
Flax fibre reinforced PLA composites via monomer infusion and in situ polymerization
Monomer infusion composites and in situ polymerization is a relatively new method to produce thermoplastic. In this process, a mould is first filled with the reinforcing fabric whereupon the monomers are infused into the mould under vacuum.
With the aid of a catalyst these monomers start to polymerize, forming the matrix of the composite.
Figure 7: Monomer infusion set-up
Two different monomers have been investigated: methyl methacrylate (MMA) to form PMMA and L-lactide to form PLA as matrix. For the MMA the polymerization reaction is possible at room temperature, but for L-lactide an elevated temperature of 150°C is necessary. This is no problem since it is well below the degradation temperature of the flax fibres that are being used as a reinforcing fabric in the composite.

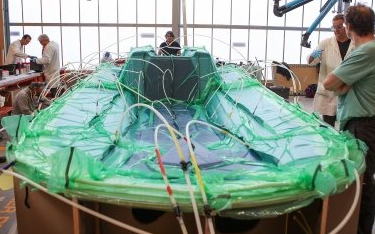
By optimizing the process, it was possible to make a wind turbine made of a flax reinforced PMMA composite. Further research is still ongoing to also produce a flax reinforced PLA composite using this technique.
Figure 8: Wind turbine blade produced via monomer infusion and in situ polymerization
Flax fibre reinforced PLA composites via additive manufacturing
Besides using long flax fibres, it is also possible to use short flax fibres as reinforcement. A possible method to process short flax fibre reinforced PLA is via additive manufacturing, better known as 3D printing. This technique makes it possible to make special designs and small-scale pieces without the need of a mould.

First a compound is made of short flax fibres and PLA. This compound is then converted into filaments with a diameter matching the nozzle of the filament-printer, to allow additive manufacturing with these filaments resulting in a short flax fibre reinforced PLA composite.
Other 3D printing techniques start from pellets, allowing to use the compound for printing without prior steps.
Both approaches have been investigated in the project.
Figure 9: flax fibre reinforced PLA composite: Fender profile made by a large pellet printer
Analytical techniques
In addition to developing bio-based composites, it is also important to predict their long-term behaviour in seawater and assess their effect on marine species. To evaluate this, several tests are carried out to make sure the developed materials have a lower environmental impact than the currently used fossil-based materials.
So far, the analysis has been done on self-reinforced PLA composites. The analysis of flax fibre reinforced composites is still ongoing and will be discussed as soon as we have the results.
Seawater ageing
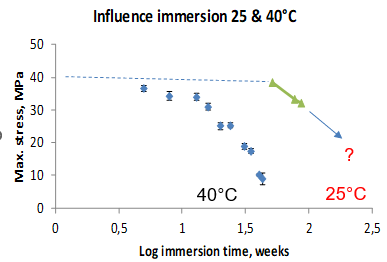
It is important to assess whether the initially good mechanical properties of the developed composites will be maintained when being immersed in seawater for a long period. Therefore we submerged the self-reinforced composites in seawater tanks at 40°C and submitted them to accelerated ageing. As is shown in Figure 10 the materials start losing their properties in the first months in seawater at 40°C.
Figure 10: Long-term durability of self-reinforced PLA composites in seawater
40°C is of course not a relevant temperature for marine applications. The tests were also performed in seawater at 25°C where the materials keep their mechanical properties for almost two years. In the North Sea, temperatures being mostly between 4 and 15°C, it is expected that the life span of the self-reinforced materials will even be longer than the two years in 25°C.
Microplastic formation
Due to erosion, degradation, or other external influences, composites, and plastics in general, will form microplastics. These microplastic have a major influence on marine species, as well as on human health when they enter the food chain.
The formation of microplastics of both self-reinforced PP and self-reinforced PLA samples were tested by placing them in seawater where they were subjected to UV radiation. After filtration the microplastics were analysed via fluorescent microscope and FTIR. After 57 days of UV exposure, which is comparable with 18 months of sunlight in central Europe, self-reinforced PLA forms significantly less microplastics than self-reinforced PP. So, replacing fossil-based materials with bio-based materials will reduce the environmental impact of these products.
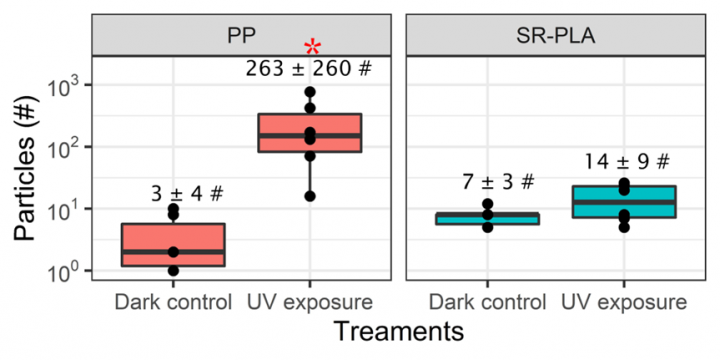
Figure 11: Microplastic formation of self-reinforced PP and PLA after 57 days of UV exposure
Ecotoxicological effects
In addition to microplastics, leachates from composites can also have an influence on marine species. More in particular, additives leaching from composites may be dangerous. By monitoring algal growth it can already be determined whether the composites have some ecotoxicological effects.
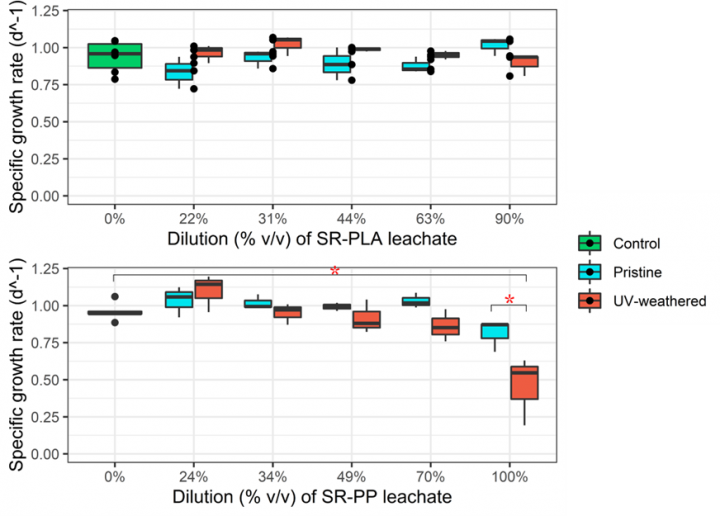
According to the first tests, leachates from self-reinforced PLA composites, both pristine and UV-weathered, have no effect upon the growth of algae. Self-reinforced PP composites have a negative effect upon algal growth that even increases in the case of UV weathered materials.
Research is still ongoing to test the effect of the leachates on copepods.
Figure 12: Ecotoxicity tests of pristine and UV-weathered plastics on algal growth
Conclusions
Almost four years into the project, we succeeded in developing different kinds of bio-based composites using four different processes. These materials are processed by similar techniques as conventional fossil-based composites, their mechanical properties are very promising and their environmental impact on the marine environment is lower than the one of conventional materials.
During the final project months we will examine the recycling of these materials and study their behaviour in seawater in more detail.
Consortium
