
De vlakfolie-extrusietechnologie is in opmars en biedt een aantal belangrijke voordelen, zoals hogere verwerkingssnelheden en de vele toepassingsmogelijkheden in een groot aantal marktsegmenten, zoals de verpakking van medicijnen en levensmiddelen en meerlaagse textielcoating in grote volumes.
Het produceren van een meerlaagse folie geeft extra flexibiliteit in het ontwerp van de folie en zijn producteigenschappen. Zo kunnen specifieke lagen worden geïncorporeerd voor o.a. verbeterde barrière-eigenschappen, of kunnen er lagen uit gerecycleerde materialen worden toegevoegd.
De meerlaagse film kan ook rechtstreeks worden aangebracht op textiel als extrusiecoating. Zo kan in een 1-staps proces, een meerlaagse coating worden aangebracht om het textiel te functionaliseren.
Meerlaagse folie
Meerlaagse folies zijn nodig wanneer de uiteindelijke toepassing van een plastic folie een prestatie vereist die niet kan worden bereikt met een folie uit één materiaal.
De combinatie van verschillende polymeerlagen verhoogt de houdbaarheid van verpakte producten aanzienlijk door de mate waarin zuurstof, kooldioxide en vocht worden doorgelaten en de zuurstofconcentratie in de verpakking te regelen, wat elementair is voor het behoud van de versheid van levensmiddelen gedurende een langere periode. Om aan deze eis te voldoen, wordt een materiaal met een hoge zuurstofbarrière, zoals EVOH, gecombineerd met polyolefine materialen in een meerlagenstructuur.
De combinatie van meerdere lagen van verschillende materialen verbetert de mechanische en fysische eigenschappen van de folie, zoals de perforatie-, scheur- en hittebestendigheid.
De meest gebruikte polymeren in de flexibele verpakkingsindustrie zijn polyethyleen (PE), polypropyleen (PP), ethyleen-vinylalcohol (EVOH), polyamide (Nylon, PA), ionomeren (EAA, EMAA), en ethyleen-vinylacetaat (EVA).
Terzijde
EVOH staat voor ethyleen-vinylalcohol copolymeer en is een flexibel, glashelder, glanzend thermoplastisch copolymeer. Dit materiaal heeft uitstekende flex-barstweerstand, en vertoont een hoge weerstand tegen koolwaterstoffen, oliën en organische oplosmiddelen. EVOH staat erom bekend dat het één van de beste barrières vormt tegen gassen zoals zuurstof, stikstof en kooldioxide, waardoor het bijzonder geschikt is voor het verpakken van voedsel, medicijnen, cosmetica en andere aan bederf onderhevige producten. In vergelijking met andere gangbare folies bezit EVOH superieure barrière-eigenschappen. Wanneer EVOH echter aan vocht wordt blootgesteld, verliest het zijn goede gasbarrière-eigenschappen. Daarom wordt EVOH vaak gebruikt in een meerlagige co-extrusie foliestructuur met materialen als HDPE, PP en PET, die allemaal over superieure vochtbarrière-eigenschappen beschikken.
Samenstelling van Centexbel's vlakfolie-extrusielijn

De vlakfolie-extrusielijn van Centexbel in Kortrijk is op maat ontworpen en bestaat uit:
- een extrudersectie
- een voedingsblok en matrijssectie
- een rolstapelsectie
- een wikkel- en trimsectie
- een procesbesturingseenheid

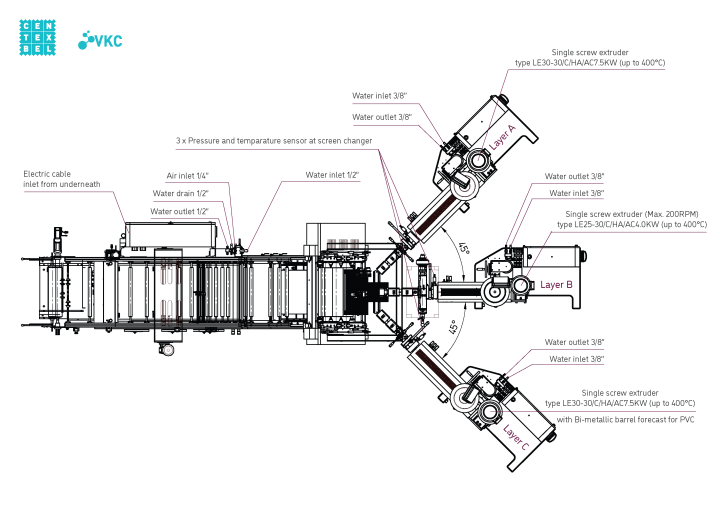
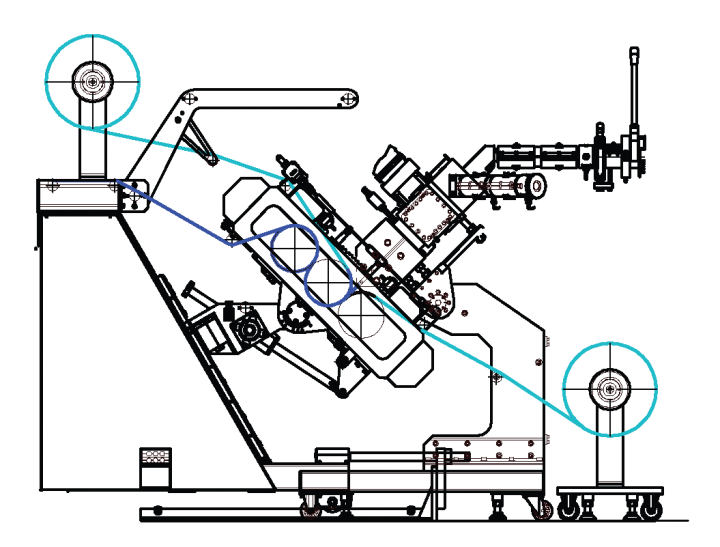
zijzicht
bovenzicht
Extrudersectie

De drie extruders van de lijn worden gebruikt om de polymeerkorrels te verhitten, te smelten en homogeen te mengen door het materiaal langs een verwarmde cilinder met een draaiende schroef te voeren.
Eén extruder is uitgerust met een bi-metallische cilinder voor de verwerking van PVC.
2 x LE30-30 extruder - Lagen A & C
Technische kenmerken
- Diameter: 30
- L/D 30
- 5 Temperatuurzones (4 cilinders + 1 matrijs)
- Max. temp: 400°C
- 200 rpm – extruders met hoog koppel
- Max. throughput 20kg/h
- Smeltfilter met smelttemperatuur- en druksensor
- Hoogte instelbaar tussen 600 en1100 mm
- 2 standaard mengschroeven, 1 PVC schroef, 1 PET schroef
- 1 extruder met bi-metallische cilinder voor PVC
- Bijkomende mono-film matrijs
- Breedte 300 mm
1 x LE25-30 extruder - Laag B
Technische kenmerken
- Diameter: 25
- L/D 30
- 5 Temperatuurzones (4 cilinders + 1 matrijs)
- Max. temp: 400°C
- 200 rpm – extruders met hoog koppel
- Max. throughput 15kg/h
- Smeltfilter met smelttemperatuur- en druksensor
- Hoogte instelbaar tussen 600 en1100 mm
- 1 standaard mengschroef en 1 EVOH schroef
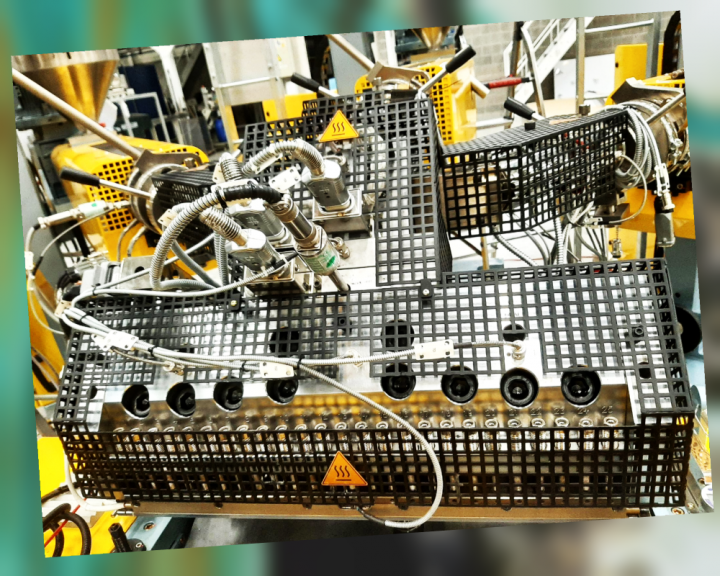
Voedingsblok en matrijssectie
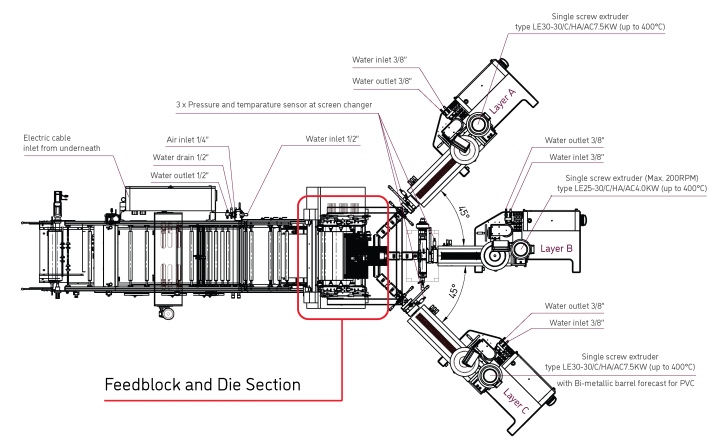
Voedingsblok
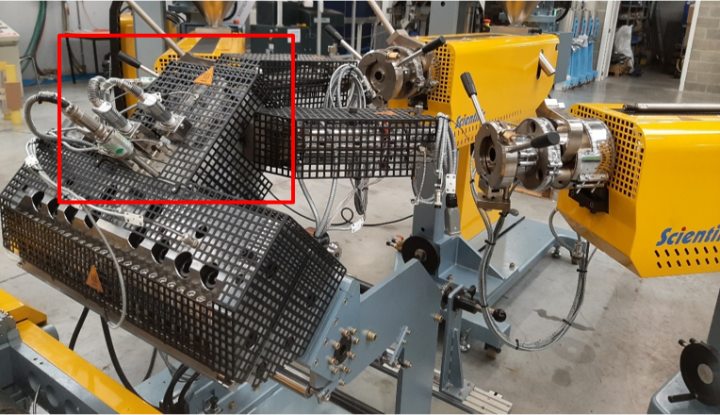
Het voedingsblok vormt en combineert de meervoudige polymeerstromen tot een duidelijk gedefinieerde stapel polymeren die naar de vlakke matrijs wordt gevoerd.
Technische kenmerken:
- 3 polymeer smeltstromen worden geleid tot een enkele meerlagige polymeerstroom
- A/B/C configuratie
- 450°C
Vlakke matrijs
De polymeersmelt wordt door een vlakke matrijs geduwd, die zo is ontworpen dat de gesmolten kunststofstroom de gewenste vorm krijgt.
Technische kenmerken:
- Matrijs van het kleerhangertype
- Breedte matrijsuitgang: 600mm (finale breedte 450 - 500 mm)
- instelbare lippen tussen 0,3 - 2mm
- minimale filmdikte: 20-30 µm
- 450°C
- Ontwerp gebaseerd op PET/EVOH/PET (40/20/40)
Rolstapelsectie
Technische kenmerken
- Breedte 600 mm
- Diameter 175 mm
- Elke rol wordt afzonderlijk aangedreven
- Elke rol heeft een tempereenheid tot 200°C
- 2 textiel afwikkel eenheden
- Max. druk op nipspleet: 27 kN en lijndruk: 450 N/cm
Wikkel- en trimsectie

Technische kenmerken:
- Rubberen nip-rollen voor snelheidsregeling
- Roterende messen met wikkelcassettes
- Gecombineerd oppervlakte- en centeropwikkelsysteem
Deze lijn maakt deel uit van het Centexbel-VKC smeltverwerkingsplatform en wordt gebruikt voor onderzoeksdoeleinden en staat open voor de industrie voor prototyping en testen.