
Centexbel-VKC’s extrusielijnen bieden de industrie een bruikbaar en kosten- en tijdbesparend platform om de verspinbaarheid van nieuwe en gerecycleerde polymeerkwaliteiten en de verwerkbaarheid en eigenschappen van nieuwe masterbatches te beoordelen en om prototype garens te produceren met het oog op verdere testen en optimalisering van het extrusieproces.
De extrusielijn is een snelle en materiaalzuinige manier om stalen te produceren voor prototyping en testen!
Omdat het extrusieplatform deel uitmaakt van de volledige Centexbel-VKC organisatie, kunnen alle materiaalmonsters onderworpen worden aan relevante testen tijdens alle processtappen. De resultaten kunnen dan besproken worden met de Centexbel-VKC onderzoekers en technologische adviseurs voor verdere verbeteringen, valorisatie en industriële upgrading.
NIEUW: monofilament extrusielijn met unieke kenmerken voor O&O en Prototyping

Met een lengte van 18 meter biedt de extrusielijn verschillende opties om innovatieve textielmaterialen te produceren en beschikt ze over enkele unieke voorzieningen die zelden of nooit in industriële lijnen voorkomen!
Extrusielijn voor de productie van monofilamenten, bicomponentvezels en bandjes
De performante monofilamentlijn werd aangekocht in het kader van het Accelerate³ project. Op de monofilamentlijn worden nieuwe gefunctionaliseerde filamenten ontwikkeld met variërende eigenschappen op het vlak van zachtheid en flexibiliteit en waarvoor we zoveel mogelijk gebruik maken van biopolymeren.
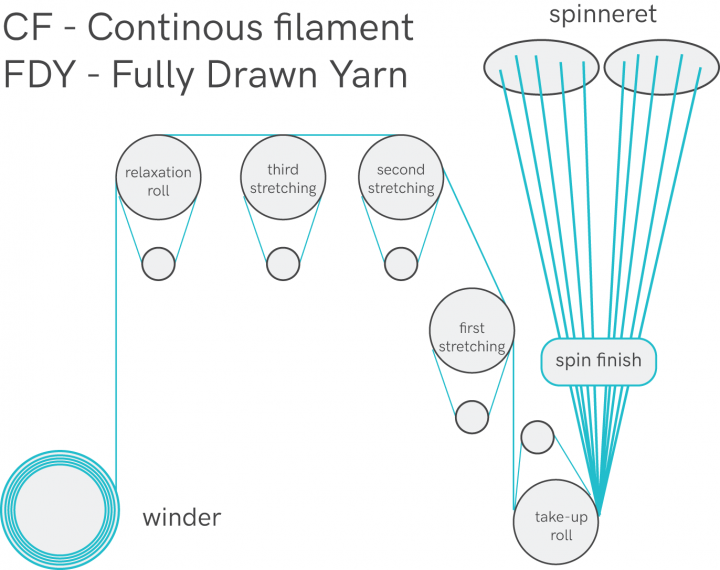
De 18 meter lange extrusielijn heeft verschillende opties om innovatief textiel te produceren, zoals mono- en bicomponentvezels, monofilamenten, bandjes, multifilamentbundels en beschikt over enkele zeer uitzonderlijke voorzieningen die zelden te zien zijn op industriële lijnen:
-
Twee verschillende extruders zorgen voor een grotere variatie aan polymeerdebieten en maken het mogelijk pilootproducties te voorzien vanaf 0.250 tot ± 5 kg / uur. De lage debieten zijn vooral belangrijk bij experimentele producten, waarvan slechts beperkte hoeveelheden beschikbaar zijn. Dit betekent tevens dat we zowel dikke (meerdere mm) als dunne filamenten (< 40 µm) kunnen extruderen. Naast filamenten kunnen we ook filamentbundels, films en gesneden tapes aanmaken.
-
Het extrudaat kan op verschillende manieren gekoeld worden. Er is een standaard koelwaterbad waarvan de temperatuur variabel kan worden ingesteld (15 -70°C). We kunnen overschakelen op een koeltrommel (zelfde temperatuur range) of op luchtkoeling of op een combinatie van beide methoden.
-
Om de filamenten te verstrekken werden vier rollenstellen geïnstalleerd, elk met een instelbare temperatuur en tussenliggende ovens, zodat dit proces in meerdere stappen kan plaatsvinden en de sterkte en stabiliteit kan worden geoptimaliseerd. Voor de thermische behandelingen zijn hete luchtovens en een stoomoven voorzien. Hierdoor kunnen we, in plaats van een 1-staps verstrekkking, overgaan op een 3-staps verstrekking met maximalisatie van de mechanische eigenschappen en thermische stabiliteit van de garens.
-
Na het verstrekken en stabiliseren worden de filamenten geleid naar een wikkelstation met 4 posities voor monofilament of monofilamentbundels of naar een wikkelaar voor films.
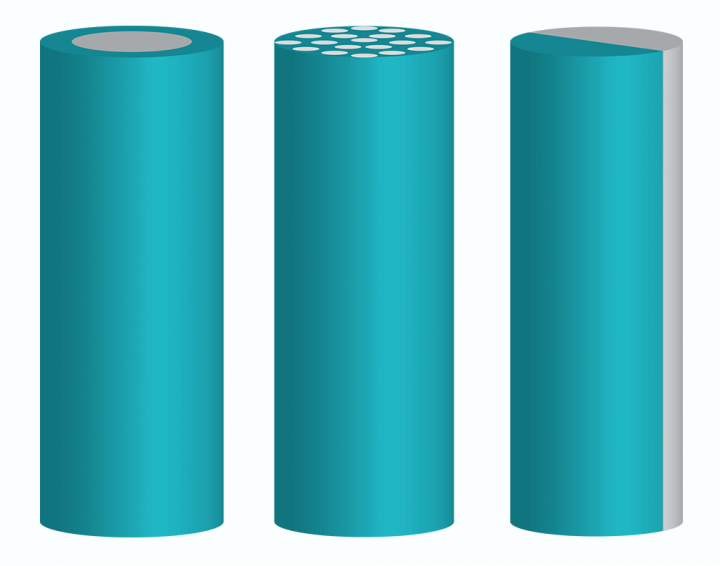
core-shell, islands-in-the-sea en side-by-side
De extrusielijn biedt ook de mogelijkheid om bicomponentvezels te produceren. Bicomponentvezels bestaan uit twee soorten polymeren - elk met hun specifieke eigenschappen – die, volgens een welbepaald patroon, over de volledige lengte van het filament of het bandje aanwezig is. Door beide polymeren samen te extruderen tot één enkele vezel combineren we de verschillende eigenschappen van de twee polymeren. De eigenschappen en toepassingsmogelijkheden van de gevormde bicomponentvezel zijn afhankelijk van zowel de eigenschappen van de verschillende polymeren, als van de vorm van de doorsnede, zoals een “core-shell”, een “side-by-side” of een “islands-in-the-sea” structuur (zie afbeelding).
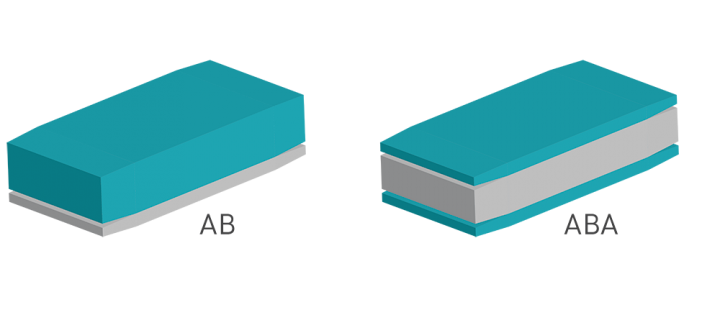
The line is equiped with spinnerets to co-extrude films with an A, A-B and A-B-A-structure upto 50 mm.
Flexible twin screw compounder

Detail van de dubbelschroef compounder
Co-roterende dubbelschroef extruder met verschillende design mogelijkheden
Technische specificaties:
- L = 40 mm / D = 18mm
- Side extruder
- 3 feeders for powder/pellets
- Degassing: Vacuum or Atmospheric
- Waterbath + pelletizer
- Throughput: 2 to 10 kg/h
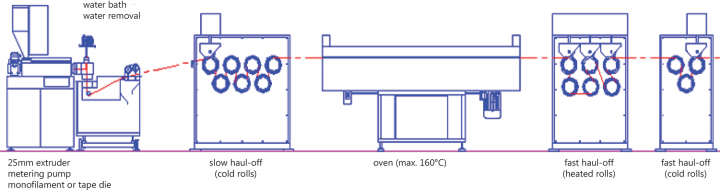
Bandjes- & monofilamentlijn

Bandjes- & monofilamentlijn
Op de semi-industriële bandjes- en monofilamentlijn worden prototypes aangemaakt met een laag materiaalgebruik (0,6 tot 5 kh/h). De lijn kan worden uitgerust met verschillende spinkoppen: van 1 tot 300 spingaten (rond of bandjes). De hoogte van het waterbad kan worden ingesteld.
Extrusie en rek:
- slow haul-off (1 to 75m/min); 7 cold rolls
- heated oven (max. 200°C)
- flexible fast haul-off (10 to 200m/min) - nip roll per pair of rolls
- individually heated rolls (allows annealing)
- speed setting per roll pair (allows stretching/relaxation)
- extra fast haul-off (3 cold rolls): stabilisation/relaxation before winding
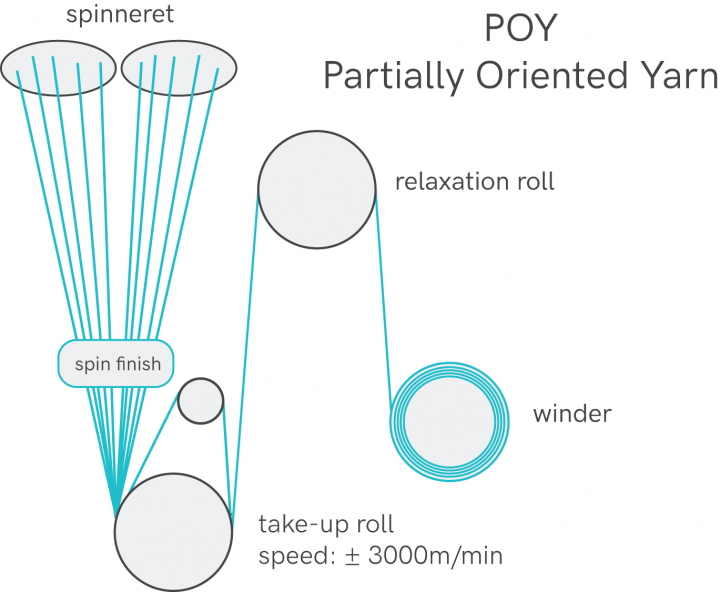
Multifilamentlijn: SPINMASTER

BCF/FDY/POY (mono of di-ply)
De Spinmaster is een uniek geconfigureerde multifilamentlijn ontworpen voor de extrusie van BCF tapijtgarens en van vlakke CF en POY garens.
Technical specificaties:
- High temperature processing: up to 400 °C
- Speed: up to 3500 m/min
- 3-step yarn drawing
- Production output: 1 – 20 kg/h
Composietpers
De Centexbel composietpers is geschikt om zowel weefsels, nonwovens als unidirectioneel textiel te verwerken. Bovendien is het mogelijk polymeerplaten te persen met het oog op rotationele reologie.
Voor onderzoek is het meestal het interessantst om unidirectionele composieten te maken. De mechanische eigenschappen hiervan zijn eenvoudig interpreteerbaar en bovendien kan er direct vanaf de garens gewerkt worden – er is geen weefsel nodig. Hierbij kunnen we zowel met polymeer in vezel- als in filmvorm werken.
Unidirectionele composieten
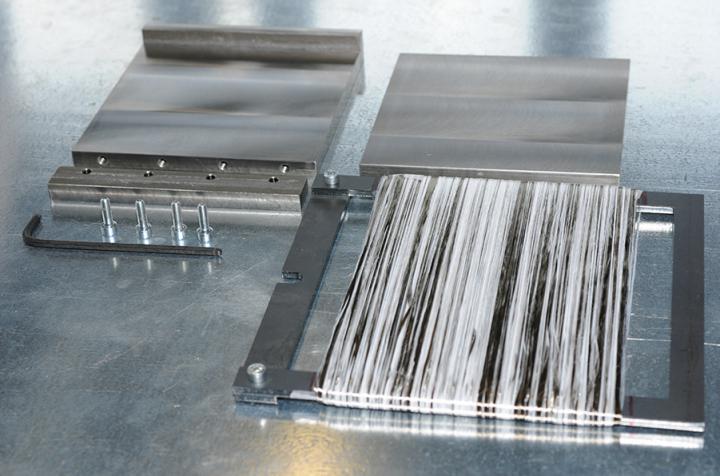
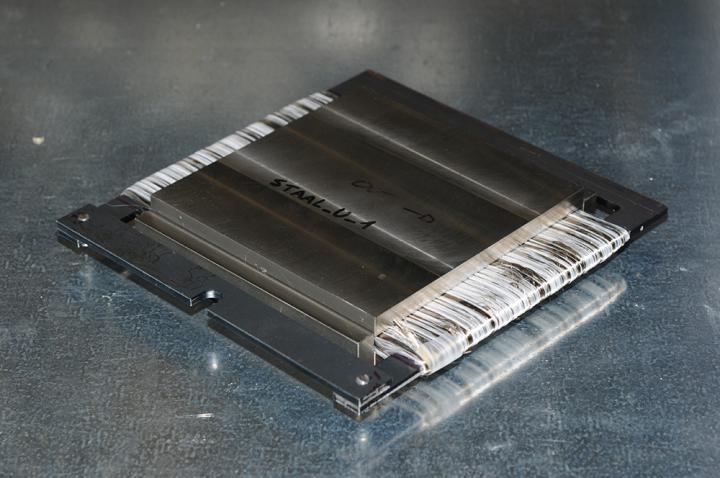
De werkwijze om een UD-plaat te produceren bestaat uit volgende stappen:
- Opwikkelen van een aantal lagen versterkingsgarens en matrixgarens op een frame: het aantal lagen dat nodig is om een bepaalde dikte te bereiken kunnen we vrij eenvoudig berekenen
- Plaatsing van deze preform in de speciaal ontwikkelde mal die kan worden opengemaakt om het ontmallen te vereenvoudigen
- Losknippen van de vezels uit het frame: hierbij moet er worden opgelet dat er geen vezeldesoriëntatie wordt veroorzaakt
- De mal gaat de pers in om de vooraf ingesteld perscyclus te doorlopen: de perscyclus wordt gekenmerkt door ingestelde persdruk, -temperatuur en –tijd.
Kenmerken van de Centexbel LabPress:
- Max temperatuur: 300°C
- ΔT/Δt = max 10°C/min
- druk: 30-600 kN (2 – 300 bar)